27に日土曜日、お昼前から雨も上がり屋外作業が出来そうなので少しでも作業を進めてみます。
今週はエスカワ社長が所用(笑)で不在なので久々に一人作業です。 サポートの有難みがヒシヒシと・・・
翌日は朝から1日勤務なので今週末は半日しか作業時間がありません。
作業開始
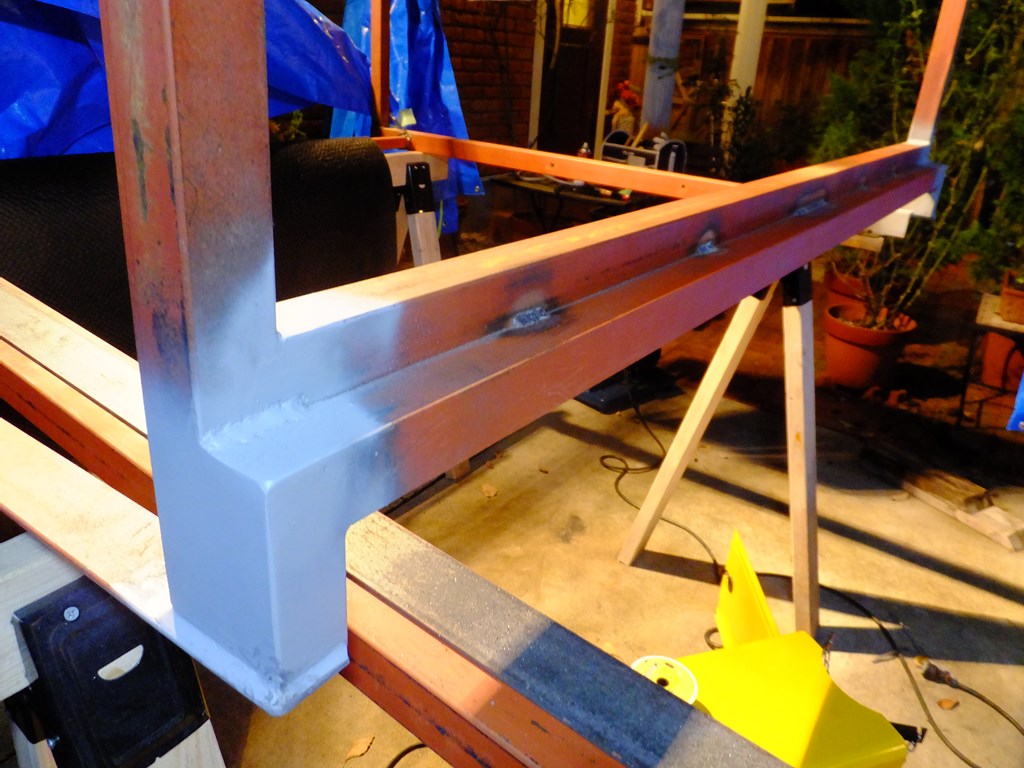
本日の作業はこちら、ベースフレームの前端部分で高さ100mmのフロントエンド部分の造作です。
純正鳥居のベース部分で100mmほどアオリの上端よりも高くなっている部分にかぶせて更に固定するための形状になっています。

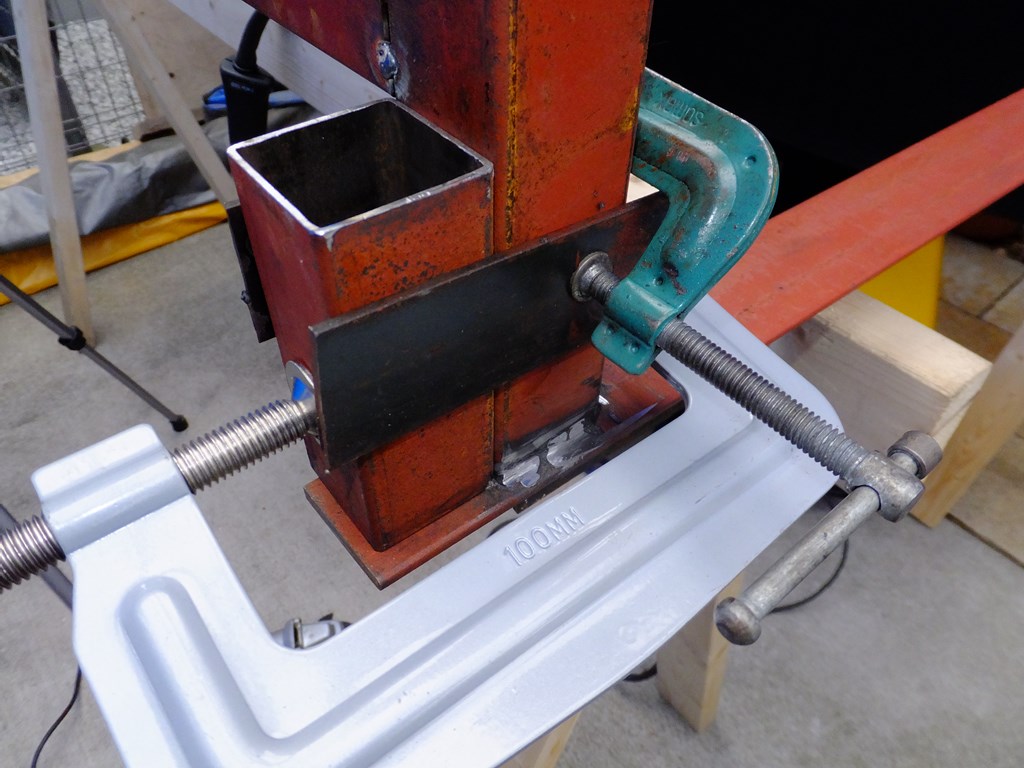
エンドキャップの台座に当たるパーツの取り付け前の状態。

この部分にスペーサー兼補強ポストを取り付けます。

本来はこの位置から立ち上げようかとも考えていましたが、洗車の際にバルクヘッド部分に手が入らなくなり、万一接触などでサービスボディーが動いた際にキャビンに被害が及ぶ可能性を低くするためにスペースを設けることにしました。
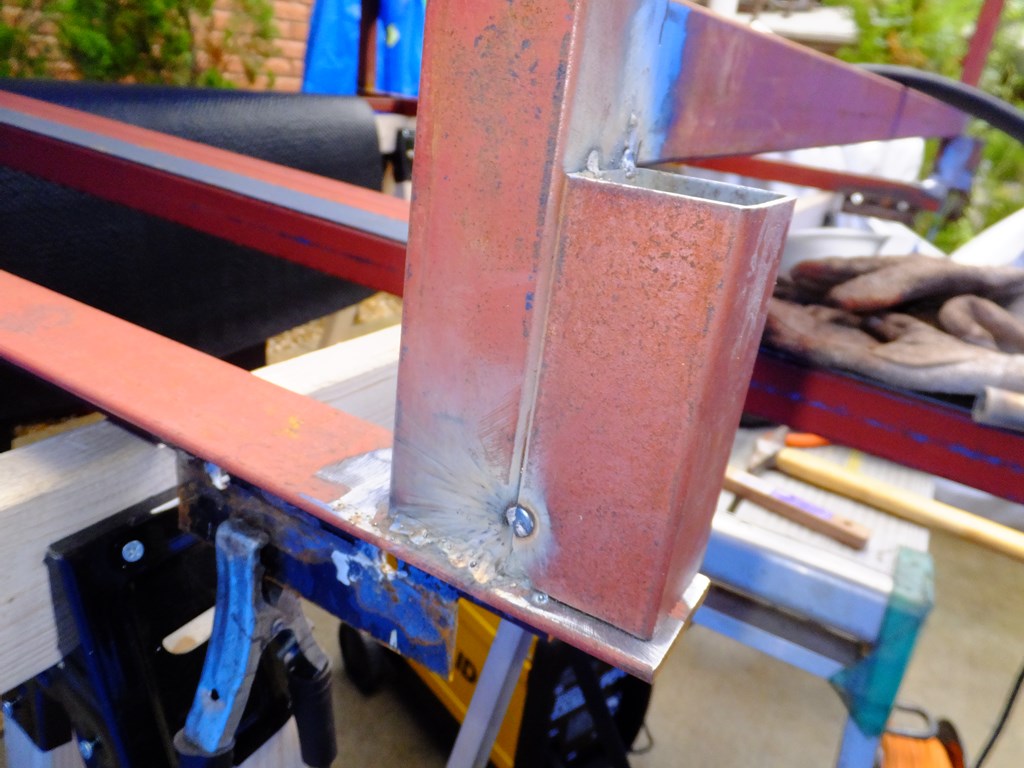
この部分を溶接してみます。

とりあえずこんな感じでつきました。

裏側もこんな感じです。
綺麗なビードが出ればそのままでも良いのですが・・・
T1.6のパイプとT6.0のLアングルの接合はなかなか難しく綺麗なビードは私の技術では出ませんので、削ります。
表面整形してから塗装するので溶けていれば良しと言うことで、ガンガン磨きます。

ベースフレームとなっているLアングルが飛び出ている部分に足が付きその上にLアングルのキャップが載るります。

位置合わせをしたらバイスで固定してタック溶接します。
反対側もタックしておきます。

フロントバルクヘッドのフレームと合体させます。

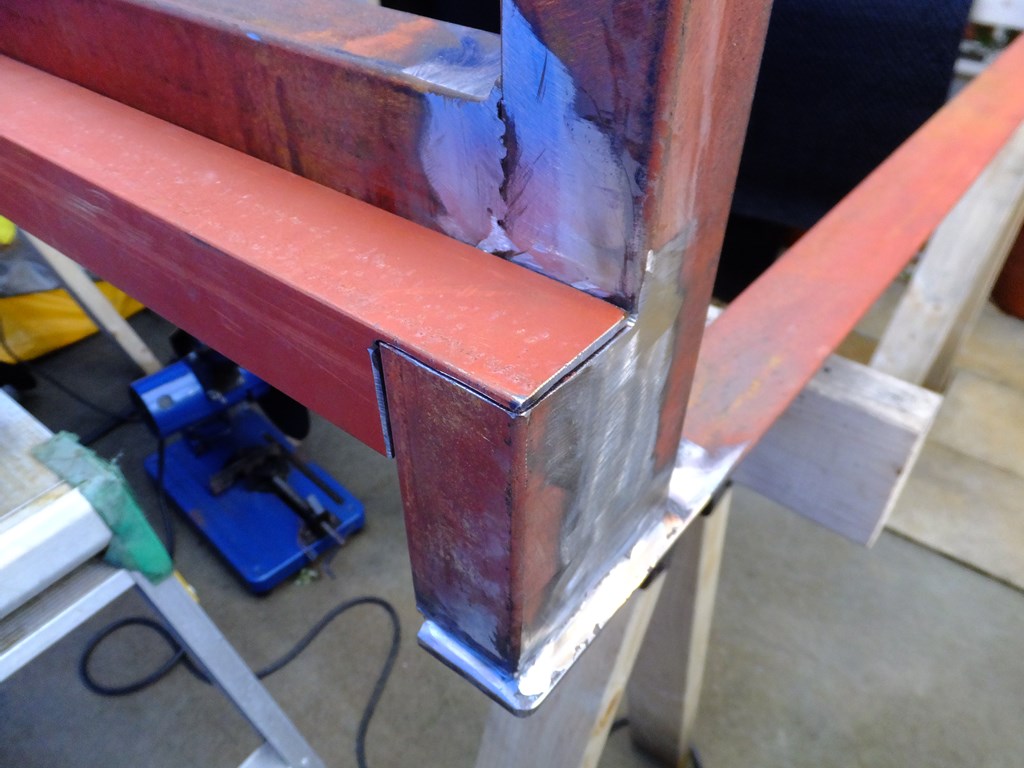
表面も溶接してグラインダーで表面を整えます。

反対側も同様に本溶接してからグラインダーで溶接面をきれいにしました。 続けてフロントロアフレームもタックのみでしたので、このタイミングで本溶接です。

40mmLアングルでキャップ兼センターネジ固定用のブラケットを刻んで取り付けます。
この様にキャップを兼ねて合体!
なかなか綺麗に刻めました。

バイスで押さえてタックします。
中心部分の角パイプとのチリがきっちり過ぎていたので多少削って修正しました。
溶接後磨いて錆止めを軽く塗ってこんな感じです。
結構綺麗にできましたが、時間は掛かっています。

パイプとの接合部分もところどころ溶接。
この後この部分はフロントバルクヘッドの鉄板の溶接をするのでこの辺りで溶接は止めときます。

本日のビード。
恐らく全部溶接せずに塗装前にコーキングで防水処理する予定です。
まあ、鉄板のあばれ具合によっては溶接してしまうかもしれませんが・・・
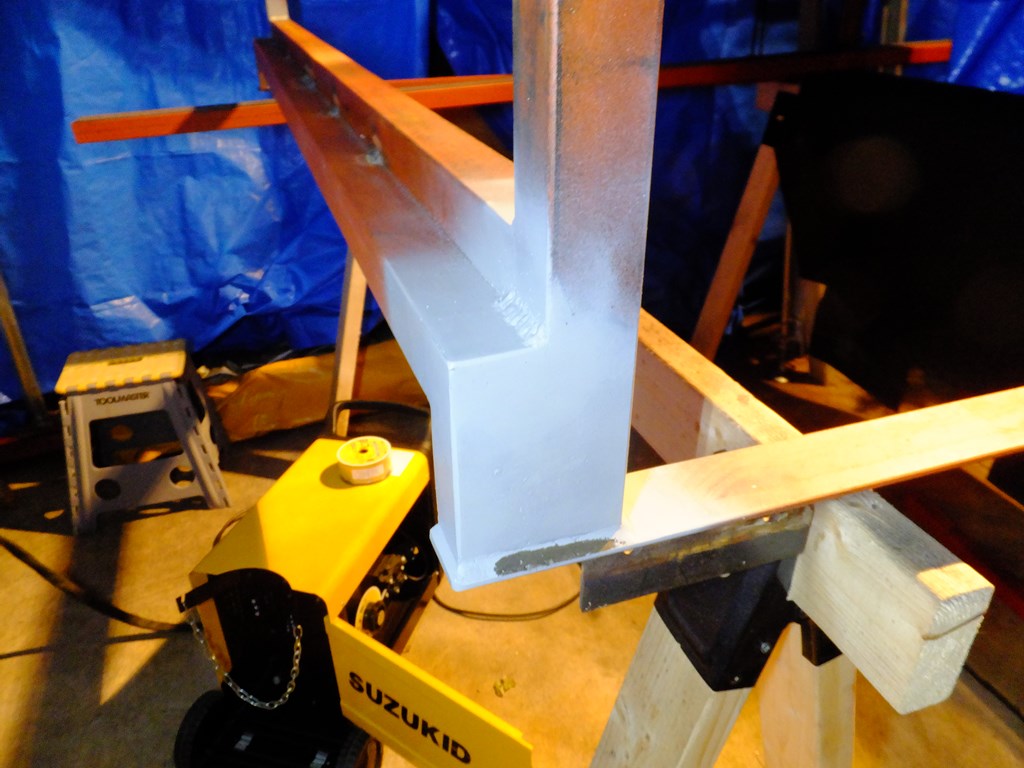
反対側も整形して錆止めスプレーを。
本来であればそのまま作業を続けて、最後に磨いて脱脂、コーキングで塗装に入りたいところですが週末ごとの作業を屋外で進めていますので雨が降ると錆びてしまいます。
面倒でも地金が出ている箇所は防錆塗装を簡単にしておくことにしました。

最後にフロントの上部フレームも1本追加して作業終了です。
資材補給

一通りの作業が終わったところで溶接機のリールが空になってました。
作業の途中でなくて良かったです。
なかなかこの半自動溶接機良い仕事をしてくれてます。
100Vの溶接機でやっていたら今頃どうなっていたことやら・・・
恐らく途中で稼働率を超えて燃えていたことでしょう。
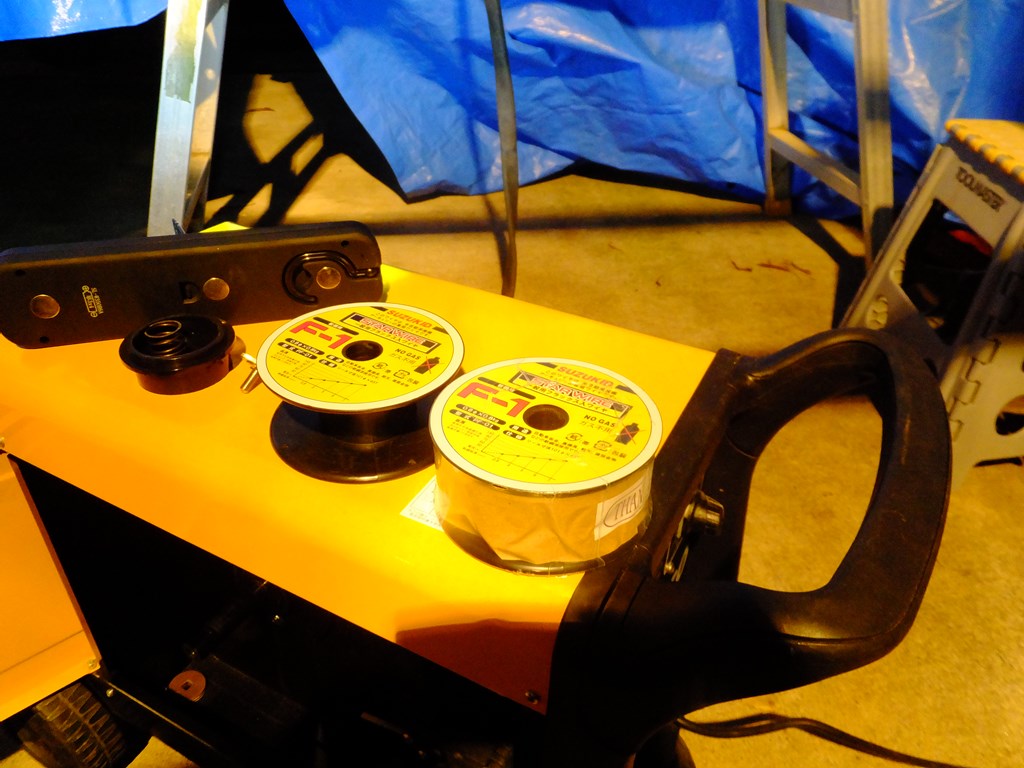
数日前に材料の買い出しの際にまだ早いかなと思いながらも予備のリールを買っておいたのが正解でした。 早速交換します。

無事2本目の溶接リール装着完了!
これで次の作業もスムーズに進められます。
タスクリスト
来週は手の入る段階で残り作業を進められればスケジュール的にも助かります。
- タック部分を本溶接
- ルーフフレーム2本と間隔を埋めるサブフレーム
- バルクヘッドのサブフレーム
- 再度荷台に搭載して後部の観音扉フレームの位置出し
ここまで進めば来週中に扉の設計を完了できる算段です。
エスカワ社長またよろしくお願いいたします。
スポンサーリンク
コメント
応力のかからない区間は「ところどころ溶接」で正解です。
全区間溶接だと必ず、しかも気が付かないうちに、熱変形します。
歪みが一度入ると、素人では修正が利きません。
ビード 綺麗ですよ! ウロコも出ているし。
STKR の突合せは出来るだけ開先を取った方がいいです。溶融池の形成が確実ですから。
ついつい不要な溶接をしたい衝動に駆られてしまうんです・・・(笑)
なかなか長い直線を溶接することがないのでしてみたくなってしまうんでしょうかね。
熱によるひずみは結構気になるので今回は気を付けて作業しています。
22.5度の接合個所はタックするのに気を使って開先なしでやってしまいました。 ある程度動かなく固めてからはグラインダーで開先を作っています。 そのほうが穴も開きにくいですね。 それでも時々狙いを間違えて穴開けてます(笑) 最終的には埋めて削って無かったことにしていますが。
室内側はそのままビードを残しますが外装はついつい板金してしまいます。
あとはドアパネルの溶接に手間がかかりそうな予感です。
今のところLアングルで縁を作ってT1.6のボンデ板で造作するつもりです。 当初は角パイプも考えましたが当たり側とウェザーストリップとの取り合いも考えてLアングルにすることに。 業者で曲げ加工してもことも考えましたが万一チリがずれたときに自分で修正しながら造作するのが得策のような気がしました。
扉の造りこみのパターンができるまでは試行錯誤でなかなか作業が進みません。
調節がうまくいくとノンガスでもスパッタがそれほど気にならないのでガス溶接の必要もなさそうです。 屋外作業なので実際にはガス半自動は難しそうですね。
いつもアドバイスありがとうございます!